HOT DIP GALVANISING
Hot dip galvanising (HDG) is a common surface coating for steel fasteners. It provides very solid and durable corrosion protection. Hot dip galvanising of fabricated steel parts is standardised in ISO 1461, while the dedicated standard for fasteners is ISO 10684.
The process is relatively simple. Fasteners are dipped into a bath of molten zinc at normal temperatures of around 455°C to 480°C, or at higher temperatures between 530°C and 560°C. The fasteners are then spun to remove excess zinc and cooled in water to solidify the coating.
The resulting zinc layer is typically 40 to 70 microns thick, which is considerably thicker than zinc electroplating at approximately 3 to 20 microns. Nuts are processed in the same way, except that the internal nut thread is tapped after galvanising. Although this leaves the internal thread without a zinc coating, cathodic protection from the mating bolt helps protect the exposed steel. The HDG process is commonly considered suitable for fasteners with diameters of M8 or larger.
HOT DIP GALVANISING VS ZINC ELECTROPLATING
| Property | Hot Dip Galvanising (HDG) | Zinc Electroplating |
|---|---|---|
| Coating thickness | 40–70 µm | 3–20 µm |
| Corrosion protection | Excellent for outdoor and structural applications | Good for indoor and light-duty applications |
| Standard | ISO 10684 | ISO 4042 |
| Minimum bolt size | Generally M8 | No general minimum |
| Appearance | Matt grey and slightly rough | Bright and smooth |
| Self-healing cathodic protection | Yes — protects small scratches and exposed areas | More limited because of the thinner coating |
| Thread fit | Requires an ISO-fit or oversize-nut HDG system | Generally uses standard thread tolerances |
| Relative cost | Higher | Lower |
| Typical applications | Bridges, outdoor structures and petrochemical installations | Electronics, indoor machinery and automotive applications |
| Duplex paint system | Yes — potentially 1.5 to 2.5 times the combined protection life | Possible, but adhesion and preparation requirements must be considered |
For detailed information about zinc electroplating, see our guide to Electro Zinc & Zinc Alloy Plating.
The high zinc content provides excellent corrosion resistance in normal outdoor environments. However, the coating thickness is significantly greater than the normal thread-clearance allowance, which creates a challenge for threaded fasteners.
To address this issue, ISO 10684 provides two solutions. Both involve changes to the dimensions of the basic threaded fasteners.
One solution is the ISO-fit HDG system. Externally threaded fasteners such as bolts are manufactured with a larger fundamental deviation, making the thread slightly thinner before galvanising. After galvanising, the bolt mates with an internal thread in the normal thread-tolerance class 6H. Bolts in this system are marked with their property class and an additional “U”.
The other solution is the oversize HDG system. The internal threads of the nuts are tapped slightly larger after galvanising so that they mate correctly with the galvanised external thread of the bolt. Nuts in this system are marked with their property class and an additional “Z”.
The two systems must never be mixed. Combining a bolt intended for the oversize-nut system with an ISO-fit nut can cause fitting problems. Combining an ISO-fit bolt with an oversize nut can critically reduce the load-bearing capacity of the threaded connection.

THREADED FASTENER LOADABILITY
Generally, the mechanical properties of bolts manufactured in accordance with ISO 898-1 and nuts manufactured in accordance with ISO 898-2 are not affected by hot dip galvanising. ISO 10684 makes an exception for diameters M8 and M10 in Annex A. For these dimensions, loadability is reduced by approximately 20%. Please refer to ISO 10684 for further details.
For the still widely used DIN 934 nuts, HDG was performed in accordance with the now-obsolete DIN 267-10. This results in reduced loadability for HDG fasteners. The loadability of a nut-and-bolt combination using DIN 934 nuts is reduced by approximately 5% for the largest size, M36, gradually increasing to approximately 20% for the smallest size, M6. Further specific values can be found in DIN 267-10.
Because of the deviation in thread tolerances, the bolt thread is permitted to strip at the minimum ultimate tensile load.
ATMOSPHERIC CORROSION ON HOT DIP GALVANISED STEEL
When the coating is exposed to the atmosphere, a layer of corrosion products known as zinc patina forms. This layer primarily consists of zinc carbonate. Because it is almost insoluble, it delays further corrosion.
When galvanised steel remains wet for an extended period without sufficient air circulation, a white and voluminous zinc corrosion product known as white rust may develop. This may be undesirable for aesthetic reasons or when the surface is to be painted. White-rust formation can be reduced through appropriate storage and packaging or, where necessary, through oiling or passivation.
CLIMATIC INFLUENCE ON HOT DIP GALVANISED STEEL PROTECTION
The period for which steel remains protected from corrosion is proportional to the thickness of the zinc layer and depends on the climatic conditions. Protection life is generally measured from the point of exposure until base-metal corrosion, known as red rust, becomes visible on more than 5% of the surface.
Corrosion resistance under climatic influences:
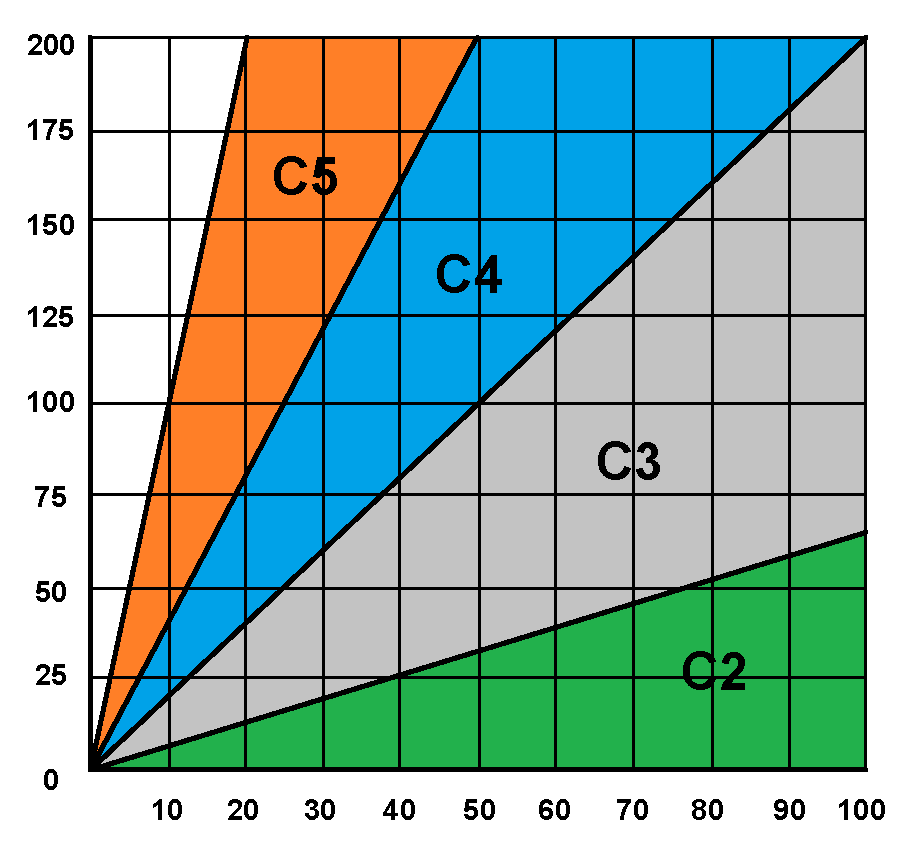
- C2: Continental climate
- C3: Larger-city environments
- C4: Moderate industrial or coastal climate
- C5: Aggressive industrial climate
This chart should be used only for rough estimates because local environmental influences can vary considerably.
SELF-HEALING EFFECTS OF HOT DIP GALVANISED FASTENERS
If the zinc coating is scratched or chipped, the surrounding zinc continues to protect the damaged area under normal atmospheric conditions.
Because zinc is less noble than iron or steel, it corrodes first. This sacrificial action protects the underlying steel until the available zinc has been consumed.
Where gaps in the zinc coating are approximately 1.5 to 2 mm wide, or where bare surfaces are up to 10 mm2, the steel can remain protected through an electrochemical process known as cathodic bridging. The zinc provides sacrificial protection, while zinc salts gradually accumulate over the exposed area.
A practical example is the internal thread of a hot dip galvanised nut, which is tapped after galvanising. The zinc coating on the mating bolt thread protects the uncoated nut thread. Another important characteristic of cathodic protection is that corrosion does not spread underneath an intact zinc layer.
Schematic drawing of cathodic bridging:

PAINTING HOT DIP GALVANISED SURFACES
A duplex system combines hot dip galvanising with a painted coating. It is suitable for highly aggressive environments, such as coastal or acidic environments, when maintenance and repair are difficult, or when a particular colour is required.
A correctly applied duplex system can provide protection lasting 1.5 to 2.5 times longer than the sum of the two systems used separately. Proper cleaning and degreasing of the galvanised surface are essential to achieve effective paint adhesion.
FREQUENTLY ASKED QUESTIONS ABOUT HOT DIP GALVANISING
What is the minimum coating thickness for hot dip galvanised fasteners?
Under ISO 10684, the minimum local coating thickness for HDG fasteners is generally 40 µm, with a typical coating range of 40–70 µm. This is significantly thicker than zinc electroplating at approximately 3–20 µm, which is why HDG provides superior corrosion protection for outdoor and structural applications.
Can HDG bolts and oversize HDG nuts be mixed with ISO-fit components?
No. The two HDG systems must never be mixed. Using a bolt intended for the oversize-nut system with an ISO-fit nut can cause fitting problems. Using an ISO-fit bolt with an oversize nut can critically reduce the load-bearing capacity of the joint. Always confirm that the bolt and nut come from the same HDG system. Look for the “U” marking on ISO-fit bolts or the “Z” marking on oversize nuts.
What is white rust on galvanised fasteners?
White rust is a white, powdery zinc corrosion product, primarily consisting of zinc hydroxides and carbonates. It forms when galvanised surfaces remain wet without adequate air circulation. Light white rust is often superficial, but prolonged or severe formation can consume part of the zinc coating. It can be reduced through suitable storage, packaging, oiling or passivation.
How long does hot dip galvanising protect steel fasteners?
Protection life depends on the thickness of the zinc coating and the surrounding environment. In a mild continental C2 climate, a 50 µm HDG coating may provide protection for more than 50 years. In moderate industrial or coastal C4 conditions, approximately 15–25 years may be expected. In aggressive C5 industrial conditions, protection may be approximately 8–15 years. Local conditions can significantly affect these estimates.
Can hot dip galvanised fasteners be painted?
Yes. A duplex system combining HDG and paint can provide 1.5 to 2.5 times the protection life of the two systems used separately. Proper cleaning and degreasing of the galvanised surface are essential for paint adhesion. Duplex systems are particularly suitable for aggressive environments or applications requiring a specific colour.
SHOP HOT DIP GALVANISED FASTENERS AT FABORY
Explore Fabory’s range of fasteners and anchoring products suitable for applications where durable corrosion protection is required.