ŽIAROVÉ ZINKOVANIE
Žiarové zinkovanie, známe aj ako hot dip galvanizing alebo HDG, je bežne používaná povrchová úprava oceľového spojovacieho materiálu. Poskytuje veľmi pevnú a dlhodobú ochranu proti korózii. Žiarové zinkovanie vyrobených oceľových dielov je normalizované normou ISO 1461, zatiaľ čo špecializovanou normou pre spojovací materiál je ISO 10684.
Proces je pomerne jednoduchý. Spojovací materiál sa ponorí do kúpeľa roztaveného zinku pri bežných teplotách približne 455°C až 480°C alebo pri vyšších teplotách medzi 530°C a 560°C. Následne sa odstredí, aby sa odstránil prebytočný zinok, a ochladí sa vo vode, čím sa povlak spevní.
Výsledná zinková vrstva má zvyčajne hrúbku 40 až 70 mikrometrov. Je teda podstatne hrubšia ako vrstva vytvorená elektrolytickým zinkovaním, ktorá má približne 3 až 20 mikrometrov. Matice sa spracúvajú rovnakým spôsobom, avšak ich vnútorný závit sa vyrezáva až po zinkovaní. Hoci vnútorný závit nemá vlastný zinkový povlak, katódová ochrana zodpovedajúcej skrutky pomáha chrániť odkrytú oceľ. Žiarové zinkovanie sa všeobecne považuje za vhodné pre spojovací materiál s priemerom M8 alebo väčším.
ŽIAROVÉ ZINKOVANIE V POROVNANÍ S ELEKTROLYTICKÝM ZINKOVANÍM
| Vlastnosť | Žiarové zinkovanie (HDG) | Elektrolytické zinkovanie |
|---|---|---|
| Hrúbka povlaku | 40–70 µm | 3–20 µm |
| Ochrana proti korózii | Vynikajúca pre vonkajšie a konštrukčné aplikácie | Dobrá pre vnútorné a menej náročné aplikácie |
| Norma | ISO 10684 | ISO 4042 |
| Minimálna veľkosť skrutky | Zvyčajne od M8 | Bez všeobecne stanovenej minimálnej veľkosti |
| Vzhľad | Matne sivý a mierne drsný | Lesklý a hladký |
| Samoregeneračná katódová ochrana | Áno — chráni drobné škrabance a odkryté miesta | Obmedzenejšia v dôsledku tenšej vrstvy zinku |
| Prispôsobenie závitu | Vyžaduje systém ISO-fit alebo systém HDG s maticami s nadmerným vnútorným závitom | Zvyčajne používa štandardné tolerancie závitov |
| Relatívne náklady | Vyššie | Nižšie |
| Typické aplikácie | Mosty, vonkajšie konštrukcie a petrochemické zariadenia | Elektronika, stroje používané v interiéri a automobilové aplikácie |
| Duplexný náterový systém | Áno — potenciálne 1,5- až 2,5-násobne dlhšia ochrana než súčet životností oboch samostatných systémov | Možný, je však potrebné dôkladne posúdiť priľnavosť a prípravu povrchu |
Podrobné informácie o elektrolytickom zinkovaní nájdete v našom technickom sprievodcovi Elektrolytické zinkovanie a povlaky zo zliatin zinku.
Vysoký obsah zinku poskytuje vynikajúcu odolnosť proti korózii v bežnom vonkajšom prostredí. Hrúbka povlaku je však výrazne väčšia ako bežná vôľa závitu, čo predstavuje problém pri spojovacom materiáli so závitom.
Norma ISO 10684 ponúka dve riešenia tohto problému. Obe riešenia zahŕňajú úpravu základných rozmerov spojovacieho materiálu so závitom.
Prvým riešením je systém HDG ISO-fit. Spojovací materiál s vonkajším závitom, napríklad skrutky, sa pred zinkovaním vyrába s väčšou základnou odchýlkou, takže je závit mierne tenší. Po zinkovaní sa skrutka spája s vnútorným závitom s bežnou tolerančnou triedou 6H. Skrutky v tomto systéme sú označené svojou pevnostnou triedou a dodatočným označením „U“.
Druhým riešením je systém HDG s maticami s nadmerným vnútorným závitom. Vnútorný závit matíc sa po zinkovaní vyreže o niečo väčší, aby správne zodpovedal pozinkovanému vonkajšiemu závitu skrutky. Matice v tomto systéme sú označené svojou pevnostnou triedou a dodatočným označením „Z“.
Tieto dva systémy sa nikdy nesmú kombinovať. Kombinácia skrutky určenej pre systém s maticou s nadmerným vnútorným závitom a matice ISO-fit môže spôsobiť problémy pri montáži. Kombinácia skrutky ISO-fit s maticou s nadmerným vnútorným závitom môže kriticky znížiť únosnosť závitového spoja.

ÚNOSNOSŤ SPOJOVACIEHO MATERIÁLU SO ZÁVITOM
Vo všeobecnosti platí, že mechanické vlastnosti skrutiek podľa normy ISO 898-1 a matíc podľa normy ISO 898-2 nie sú žiarovým zinkovaním ovplyvnené. Norma ISO 10684 však v prílohe A stanovuje výnimku pre priemery M8 a M10. Pri týchto rozmeroch sa únosnosť znižuje približne o 20 %. Ďalšie podrobnosti nájdete v norme ISO 10684.
Pri stále bežne používaných maticiach podľa DIN 934 sa žiarové zinkovanie vykonávalo podľa už neplatnej normy DIN 267-10. To vedie k zníženiu únosnosti žiarovo zinkovaného spojovacieho materiálu. Únosnosť kombinácie skrutky a matice s maticami DIN 934 sa pri najväčšom rozmere M36 znižuje približne o 5 %. Toto zníženie sa postupne zvyšuje až na približne 20 % pri najmenšom rozmere M6. Ďalšie konkrétne hodnoty sú uvedené v norme DIN 267-10.
Vzhľadom na odlišné tolerancie závitu je prípustné, aby sa závit skrutky pri minimálnom medznom zaťažení strhol.
ATMOSFÉRICKÁ KORÓZIA ŽIAROVO ZINKOVANEJ OCELE
Pri vystavení povlaku atmosfére sa vytvára vrstva koróznych produktov označovaná ako zinková patina. Táto vrstva pozostáva predovšetkým z uhličitanu zinočnatého. Keďže je takmer nerozpustný, spomaľuje ďalší postup korózie.
Ak zinkovaná oceľ zostáva dlhší čas vlhká bez dostatočnej cirkulácie vzduchu, môže sa vytvoriť biely objemný korózny produkt zinku, známy ako biela korózia alebo biela hrdza. Tá môže byť nežiaduca z estetických dôvodov alebo v prípade, že sa má povrch následne natrieť. Vznik bielej korózie možno obmedziť vhodným skladovaním a balením alebo v prípade potreby olejovaním či pasiváciou.
VPLYV KLÍMY NA OCHRANU ŽIAROVO ZINKOVANEJ OCELE
Doba, počas ktorej oceľ zostáva chránená proti korózii, je úmerná hrúbke zinkovej vrstvy a závisí od klimatických podmienok. Doba ochrany sa zvyčajne meria od okamihu vystavenia prostrediu až do chvíle, keď je korózia základného kovu, označovaná ako červená hrdza, viditeľná na viac než 5 % povrchu.
Odolnosť proti korózii v rôznych klimatických podmienkach:
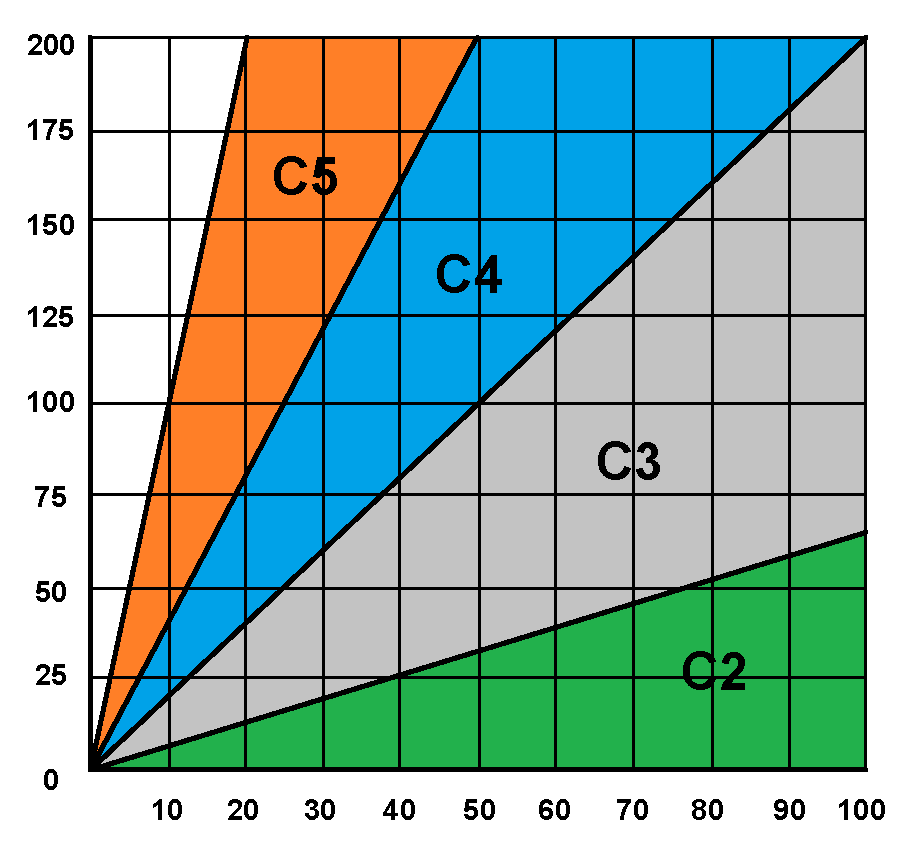
- C2: Kontinentálna klíma
- C3: Prostredie väčších miest
- C4: Mierna priemyselná alebo pobrežná klíma
- C5: Agresívna priemyselná klíma
Tento graf by sa mal používať iba na orientačné odhady, pretože miestne vplyvy prostredia sa môžu výrazne líšiť.
SAMOREGENERAČNÝ ÚČINOK ŽIAROVO ZINKOVANÉHO SPOJOVACIEHO MATERIÁLU
Ak sa zinkový povlak poškriabe alebo poškodí, okolitý zinok naďalej chráni poškodené miesto za bežných atmosférických podmienok.
Keďže zinok je menej ušľachtilý ako železo alebo oceľ, koroduje ako prvý. Tento obetný účinok chráni podkladovú oceľ, až kým sa dostupný zinok nespotrebuje.
V miestach, kde sú medzery v zinkovej vrstve široké približne 1,5 až 2 mm alebo kde má odkrytý povrch veľkosť do 10 mm2, môže oceľ zostať chránená elektrochemickým procesom nazývaným katódové premostenie. Zinok poskytuje obetnú ochranu a na odkrytom mieste sa postupne vytvárajú zinočnaté soli.
Praktickým príkladom je vnútorný závit žiarovo zinkovanej matice, ktorý sa vyreže až po zinkovaní. Zinková vrstva na závite zodpovedajúcej skrutky chráni nepovlakovaný vnútorný závit matice. Ďalšou dôležitou vlastnosťou katódovej ochrany je, že sa korózia nešíri pod neporušenou zinkovou vrstvou.
Schematické znázornenie katódového premostenia:

NATIERANIE ŽIAROVO ZINKOVANÝCH POVRCHOV
Duplexný systém kombinuje žiarové zinkovanie s náterovým systémom. Je vhodný do veľmi agresívnych prostredí, napríklad do pobrežných alebo kyslých oblastí, v prípadoch, keď je údržba a oprava náročná, alebo ak sa vyžaduje konkrétna farba.
Správne aplikovaný duplexný systém môže zabezpečiť ochranu, ktorá je 1,5- až 2,5-násobne dlhšia než súčet životností oboch systémov použitých samostatne. Dôkladné očistenie a odmastenie zinkovaného povrchu je nevyhnutné na zabezpečenie účinnej priľnavosti náteru.
ČASTO KLADENÉ OTÁZKY O ŽIAROVOM ZINKOVANÍ
Aká je minimálna hrúbka povlaku žiarovo zinkovaného spojovacieho materiálu?
Podľa normy ISO 10684 je minimálna miestna hrúbka povlaku žiarovo zinkovaného spojovacieho materiálu zvyčajne 40 µm, pričom typický rozsah hrúbky je 40 až 70 µm. To je výrazne viac ako pri elektrolytickom zinkovaní, kde má povlak približne 3 až 20 µm. Žiarové zinkovanie preto poskytuje lepšiu ochranu proti korózii pri vonkajších a konštrukčných aplikáciách.
Možno kombinovať skrutky HDG a matice HDG s nadmerným vnútorným závitom s komponentmi ISO-fit?
Nie. Tieto dva systémy HDG sa nikdy nesmú kombinovať. Použitie skrutky určenej pre systém s maticou s nadmerným vnútorným závitom spolu s maticou ISO-fit môže spôsobiť problémy pri montáži. Použitie skrutky ISO-fit s maticou s nadmerným vnútorným závitom môže kriticky znížiť únosnosť spoja. Vždy overte, či skrutka a matica patria do rovnakého systému HDG. Skrutky ISO-fit sú označené písmenom „U“ a matice s nadmerným vnútorným závitom písmenom „Z“.
Čo je biela korózia na zinkovanom spojovacom materiáli?
Biela korózia je biely práškovitý korózny produkt zinku, ktorý pozostáva predovšetkým z hydroxidov a uhličitanov zinku. Vzniká, keď zinkované povrchy zostávajú vlhké bez dostatočnej cirkulácie vzduchu. Ľahká biela korózia je často iba povrchová, ale jej dlhodobá alebo intenzívna tvorba môže spotrebovať časť zinkového povlaku. Riziko možno znížiť vhodným skladovaním, balením, olejovaním alebo pasiváciou.
Ako dlho chráni žiarové zinkovanie oceľový spojovací materiál?
Doba ochrany závisí od hrúbky zinkovej vrstvy a okolitého prostredia. V miernej kontinentálnej klíme kategórie C2 môže povlak HDG s hrúbkou 50 µm poskytovať ochranu dlhšie než 50 rokov. V miernom priemyselnom alebo pobrežnom prostredí kategórie C4 možno očakávať približne 15 až 25 rokov. V agresívnom priemyselnom prostredí kategórie C5 môže ochrana trvať približne 8 až 15 rokov. Miestne podmienky môžu tieto odhady výrazne ovplyvniť.
Možno žiarovo zinkovaný spojovací materiál natierať?
Áno. Duplexný systém kombinujúci žiarové zinkovanie a náter môže zabezpečiť ochranu, ktorá je 1,5- až 2,5-násobne dlhšia než súčet životností oboch systémov použitých samostatne. Dôkladné očistenie a odmastenie zinkovaného povrchu je nevyhnutné na správnu priľnavosť náteru. Duplexné systémy sú vhodné najmä do agresívnych prostredí alebo pre aplikácie vyžadujúce konkrétnu farbu.
NAKÚPTE ŽIAROVO ZINKOVANÝ SPOJOVACÍ MATERIÁL VO FABORY
Prezrite si ponuku spojovacieho a kotviaceho materiálu Fabory pre aplikácie, pri ktorých sa vyžaduje dlhodobá ochrana proti korózii.