CYNKOWANIE OGNIOWE
Cynkowanie ogniowe, znane również jako hot dip galvanizing lub HDG, jest powszechnie stosowaną metodą obróbki powierzchniowej stalowych elementów złącznych. Zapewnia bardzo solidną i trwałą ochronę przed korozją. Cynkowanie ogniowe gotowych wyrobów stalowych jest znormalizowane w normie ISO 1461, natomiast specjalną normą dotyczącą elementów złącznych jest ISO 10684.
Proces jest stosunkowo prosty. Elementy złączne zanurza się w kąpieli stopionego cynku o standardowej temperaturze około 455°C–480°C lub w wyższej temperaturze wynoszącej od 530°C do 560°C. Następnie elementy są odwirowywane w celu usunięcia nadmiaru cynku i chłodzone w wodzie, aby powłoka mogła się zestalić.
Powstała warstwa cynku ma zazwyczaj grubość od 40 do 70 mikrometrów. Jest więc znacznie grubsza od powłoki uzyskiwanej poprzez cynkowanie elektrolityczne, której grubość wynosi około 3–20 mikrometrów. Nakrętki są poddawane takiej samej obróbce, z tym że ich gwint wewnętrzny jest wykonywany dopiero po cynkowaniu. Chociaż gwint wewnętrzny nie posiada własnej powłoki cynkowej, ochrona katodowa zapewniana przez współpracującą śrubę pomaga chronić odsłoniętą stal. Cynkowanie ogniowe jest ogólnie uznawane za odpowiednie dla elementów złącznych o średnicy M8 lub większej.
CYNKOWANIE OGNIOWE A CYNKOWANIE ELEKTROLITYCZNE
| Właściwość | Cynkowanie ogniowe (HDG) | Cynkowanie elektrolityczne |
|---|---|---|
| Grubość powłoki | 40–70 µm | 3–20 µm |
| Ochrona przed korozją | Doskonała w zastosowaniach zewnętrznych i konstrukcyjnych | Dobra w zastosowaniach wewnętrznych i przy niewielkich obciążeniach |
| Norma | ISO 10684 | ISO 4042 |
| Minimalny rozmiar śruby | Zazwyczaj od M8 | Brak ogólnego minimalnego rozmiaru |
| Wygląd | Matowoszary i lekko chropowaty | Błyszczący i gładki |
| Samoregenerująca ochrona katodowa | Tak — chroni drobne zarysowania i odsłonięte miejsca | Bardziej ograniczona ze względu na cieńszą warstwę cynku |
| Pasowanie gwintu | Wymaga systemu HDG ISO-fit lub systemu z nakrętkami z gwintem powiększonym | Zazwyczaj wykorzystuje standardowe tolerancje gwintów |
| Względny koszt | Wyższy | Niższy |
| Typowe zastosowania | Mosty, konstrukcje zewnętrzne i instalacje petrochemiczne | Elektronika, maszyny użytkowane wewnątrz budynków i zastosowania motoryzacyjne |
| System duplex z powłoką malarską | Tak — trwałość ochrony może być 1,5–2,5 razy większa niż suma trwałości obu systemów stosowanych oddzielnie | Możliwe, ale należy starannie ocenić przyczepność i przygotowanie powierzchni |
Szczegółowe informacje na temat cynkowania elektrolitycznego można znaleźć w naszym przewodniku technicznym dotyczącym cynkowania elektrolitycznego i powłok ze stopów cynku.
Wysoka zawartość cynku zapewnia doskonałą odporność na korozję w normalnych warunkach zewnętrznych. Grubość powłoki jest jednak znacznie większa niż standardowy luz dostępny w gwincie, co stanowi wyzwanie w przypadku gwintowanych elementów złącznych.
Norma ISO 10684 przewiduje dwa rozwiązania tego problemu. Oba wymagają zmiany podstawowych wymiarów gwintowanych elementów złącznych.
Pierwszym rozwiązaniem jest system HDG ISO-fit. Elementy złączne z gwintem zewnętrznym, takie jak śruby, są przed cynkowaniem produkowane z większą odchyłką podstawową, dzięki czemu gwint jest nieco cieńszy. Po cynkowaniu śruba współpracuje z gwintem wewnętrznym w standardowej klasie tolerancji 6H. Śruby należące do tego systemu są oznaczone klasą właściwości mechanicznych oraz dodatkową literą „U”.
Drugim rozwiązaniem jest system HDG z nakrętkami z gwintem powiększonym. Gwint wewnętrzny nakrętek jest wykonywany po cynkowaniu w nieco większym rozmiarze, aby prawidłowo pasował do ocynkowanego gwintu zewnętrznego śruby. Nakrętki należące do tego systemu są oznaczone klasą właściwości mechanicznych oraz dodatkową literą „Z”.
Tych dwóch systemów nigdy nie wolno ze sobą łączyć. Połączenie śruby przeznaczonej do systemu z nakrętką z gwintem powiększonym z nakrętką ISO-fit może powodować problemy montażowe. Zastosowanie śruby ISO-fit z nakrętką z gwintem powiększonym może krytycznie zmniejszyć nośność połączenia gwintowego.

NOŚNOŚĆ GWINTOWANYCH ELEMENTÓW ZŁĄCZNYCH
Ogólnie można stwierdzić, że cynkowanie ogniowe nie wpływa na właściwości mechaniczne śrub zgodnych z normą ISO 898-1 ani nakrętek zgodnych z normą ISO 898-2. Norma ISO 10684 przewiduje jednak w załączniku A wyjątek dla średnic M8 i M10. W przypadku tych wymiarów nośność jest zmniejszona o około 20%. Więcej informacji można znaleźć w normie ISO 10684.
W przypadku nadal powszechnie stosowanych nakrętek zgodnych z DIN 934 cynkowanie ogniowe wykonywano zgodnie z wycofaną normą DIN 267-10. Powoduje to zmniejszenie nośności elementów złącznych cynkowanych ogniowo. Nośność połączenia śrubowego z nakrętkami DIN 934 jest zmniejszona o około 5% dla największego rozmiaru M36. Wartość ta stopniowo wzrasta do około 20% dla najmniejszego rozmiaru M6. Dalsze szczegółowe wartości można znaleźć w normie DIN 267-10.
Ze względu na odmienne tolerancje gwintów dopuszcza się zerwanie gwintu śruby przy minimalnym obciążeniu niszczącym.
KOROZJA ATMOSFERYCZNA STALI CYNKOWANEJ OGNIOWO
Po wystawieniu powłoki na działanie atmosfery tworzy się warstwa produktów korozji określana jako patyna cynkowa. Warstwa ta składa się głównie z węglanu cynku. Ponieważ jest on praktycznie nierozpuszczalny, spowalnia dalszy rozwój korozji.
Jeżeli stal ocynkowana pozostaje wilgotna przez dłuższy czas bez odpowiedniej cyrkulacji powietrza, może powstać biały, objętościowy produkt korozji cynku określany jako biała korozja. Zjawisko to może być niepożądane ze względów estetycznych lub gdy powierzchnia ma zostać pomalowana. Powstawanie białej korozji można ograniczyć poprzez odpowiednie magazynowanie i pakowanie, a w razie potrzeby również przez olejowanie lub pasywację.
WPŁYW KLIMATU NA OCHRONĘ STALI CYNKOWANEJ OGNIOWO
Czas, przez jaki stal pozostaje chroniona przed korozją, jest proporcjonalny do grubości warstwy cynku i zależy od warunków klimatycznych. Okres ochrony jest zwykle mierzony od momentu wystawienia na działanie środowiska do chwili, gdy korozja metalu podłoża, określana jako czerwona rdza, stanie się widoczna na ponad 5% powierzchni.
Odporność na korozję w różnych warunkach klimatycznych:
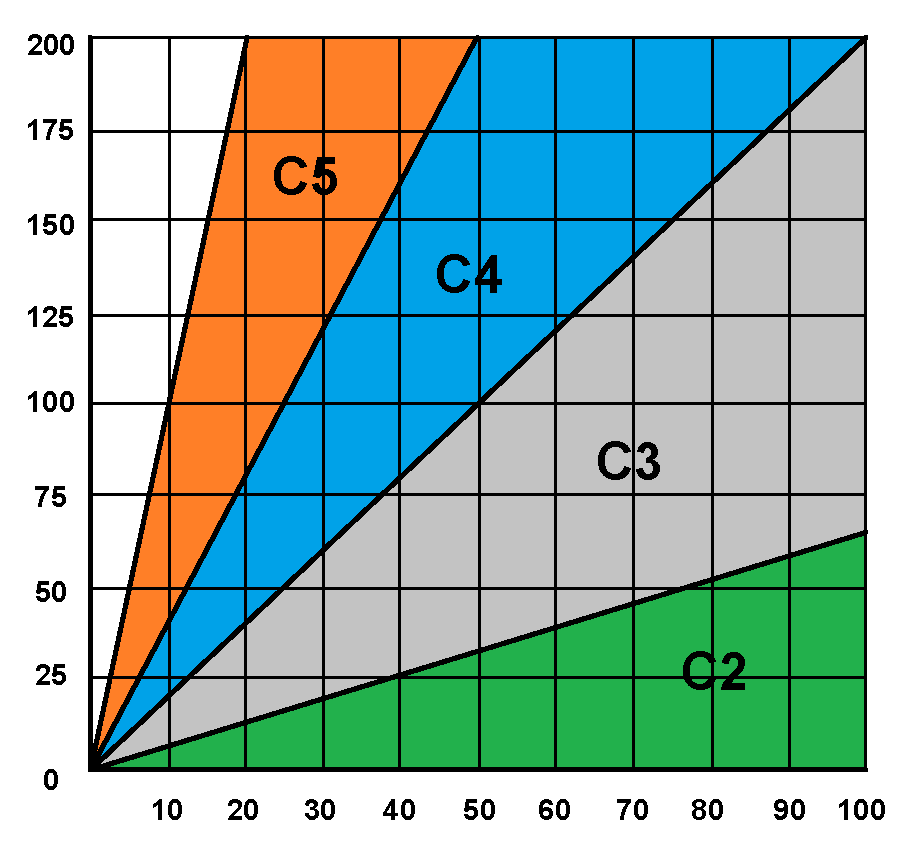
- C2: Klimat kontynentalny
- C3: Środowisko dużych miast
- C4: Umiarkowany klimat przemysłowy lub nadmorski
- C5: Agresywny klimat przemysłowy
Wykres ten powinien być wykorzystywany wyłącznie do orientacyjnych szacunków, ponieważ lokalne warunki środowiskowe mogą się znacznie różnić.
SAMOREGENERUJĄCE DZIAŁANIE ELEMENTÓW ZŁĄCZNYCH CYNKOWANYCH OGNIOWO
Jeżeli powłoka cynkowa zostanie zarysowana lub uszkodzona, otaczający cynk nadal chroni uszkodzone miejsce w normalnych warunkach atmosferycznych.
Ponieważ cynk jest mniej szlachetny niż żelazo lub stal, koroduje jako pierwszy. To działanie protektorowe chroni stal znajdującą się pod powłoką aż do zużycia dostępnego cynku.
W miejscach, w których przerwy w warstwie cynku mają szerokość około 1,5–2 mm lub gdzie powierzchnia bez powłoki wynosi do 10 mm2, stal może nadal pozostawać chroniona dzięki procesowi elektrochemicznemu określanemu jako mostkowanie katodowe. Cynk zapewnia ochronę protektorową, a na odsłoniętej powierzchni stopniowo gromadzą się sole cynku.
Praktycznym przykładem jest gwint wewnętrzny nakrętki cynkowanej ogniowo, który jest wykonywany dopiero po cynkowaniu. Warstwa cynku znajdująca się na gwincie współpracującej śruby chroni niepowlekany gwint wewnętrzny nakrętki. Inną ważną cechą ochrony katodowej jest to, że korozja nie rozprzestrzenia się pod nieuszkodzoną warstwą cynku.
Schemat mostkowania katodowego:

MALOWANIE POWIERZCHNI CYNKOWANYCH OGNIOWO
System duplex łączy cynkowanie ogniowe z powłoką malarską. Jest odpowiedni do bardzo agresywnych środowisk, takich jak obszary nadmorskie lub środowiska kwaśne, gdy konserwacja i naprawy są utrudnione lub gdy wymagany jest określony kolor.
Prawidłowo wykonany system duplex może zapewnić okres ochrony od 1,5 do 2,5 razy dłuższy niż suma okresów ochrony obu systemów stosowanych oddzielnie. Dokładne oczyszczenie i odtłuszczenie ocynkowanej powierzchni są niezbędne do uzyskania skutecznej przyczepności farby.
NAJCZĘŚCIEJ ZADAWANE PYTANIA DOTYCZĄCE CYNKOWANIA OGNIOWEGO
Jaka jest minimalna grubość powłoki elementów złącznych cynkowanych ogniowo?
Zgodnie z normą ISO 10684 minimalna miejscowa grubość powłoki elementów złącznych cynkowanych ogniowo wynosi zazwyczaj 40 µm, a typowy zakres grubości to 40–70 µm. Jest to znacznie więcej niż w przypadku cynkowania elektrolitycznego, gdzie grubość powłoki wynosi około 3–20 µm. Dlatego cynkowanie ogniowe zapewnia lepszą ochronę przed korozją w zastosowaniach zewnętrznych i konstrukcyjnych.
Czy śruby HDG i nakrętki HDG z gwintem powiększonym można łączyć z elementami systemu ISO-fit?
Nie. Tych dwóch systemów HDG nigdy nie wolno ze sobą łączyć. Zastosowanie śruby przeznaczonej do systemu z nakrętką z gwintem powiększonym razem z nakrętką ISO-fit może powodować problemy montażowe. Zastosowanie śruby ISO-fit z nakrętką z gwintem powiększonym może krytycznie zmniejszyć nośność połączenia. Zawsze należy sprawdzić, czy śruba i nakrętka należą do tego samego systemu HDG. Śruby ISO-fit są oznaczone literą „U”, a nakrętki z gwintem powiększonym literą „Z”.
Czym jest biała korozja na ocynkowanych elementach złącznych?
Biała korozja jest białym, proszkowym produktem korozji cynku, składającym się głównie z wodorotlenków i węglanów cynku. Powstaje, gdy ocynkowane powierzchnie pozostają wilgotne bez odpowiedniej cyrkulacji powietrza. Lekka biała korozja jest często jedynie powierzchniowa, ale długotrwałe lub intensywne jej powstawanie może zużywać część powłoki cynkowej. Ryzyko można ograniczyć poprzez odpowiednie magazynowanie, pakowanie, olejowanie lub pasywację.
Jak długo cynkowanie ogniowe chroni stalowe elementy złączne?
Okres ochrony zależy od grubości warstwy cynku i warunków środowiskowych. W łagodnym klimacie kontynentalnym kategorii C2 powłoka HDG o grubości 50 µm może zapewniać ochronę przez ponad 50 lat. W umiarkowanym środowisku przemysłowym lub nadmorskim kategorii C4 można oczekiwać około 15–25 lat ochrony. W agresywnym środowisku przemysłowym kategorii C5 okres ochrony może wynosić około 8–15 lat. Warunki lokalne mogą znacząco wpływać na te szacunki.
Czy elementy złączne cynkowane ogniowo można malować?
Tak. System duplex łączący cynkowanie ogniowe i powłokę malarską może zapewniać okres ochrony od 1,5 do 2,5 razy dłuższy niż suma okresów ochrony obu systemów stosowanych oddzielnie. Dokładne oczyszczenie i odtłuszczenie ocynkowanej powierzchni są niezbędne do uzyskania odpowiedniej przyczepności farby. Systemy duplex są szczególnie odpowiednie do agresywnych środowisk lub zastosowań wymagających określonego koloru.
KUP ELEMENTY ZŁĄCZNE CYNKOWANE OGNIOWO W FABORY
Zapoznaj się z ofertą Fabory obejmującą elementy złączne i produkty kotwiące przeznaczone do zastosowań wymagających trwałej ochrony przed korozją.