ŽÁROVÉ ZINKOVÁNÍ
Žárové zinkování, označované také jako hot dip galvanizing nebo HDG, je běžná povrchová úprava ocelového spojovacího materiálu. Poskytuje velmi pevnou a dlouhodobou ochranu proti korozi. Žárové zinkování vyrobených ocelových dílů je normalizováno normou ISO 1461, zatímco pro spojovací materiál platí specializovaná norma ISO 10684.
Proces je poměrně jednoduchý. Spojovací materiál se ponoří do lázně roztaveného zinku při běžných teplotách přibližně 455°C až 480°C nebo při vyšších teplotách mezi 530°C a 560°C. Následně se odstředí, aby se odstranil přebytečný zinek, a ochladí se ve vodě, čímž zinková vrstva ztuhne.
Výsledná zinková vrstva má obvykle tloušťku 40 až 70 mikrometrů. Je tedy výrazně silnější než vrstva vytvořená galvanickým zinkováním, která má přibližně 3 až 20 mikrometrů. Matice se zpracovávají stejným způsobem, avšak jejich vnitřní závit se vyřezává až po zinkování. Přestože vnitřní závit nemá vlastní zinkový povlak, katodická ochrana odpovídajícího šroubu pomáhá chránit odkrytou ocel. Žárové zinkování se obecně považuje za vhodné pro spojovací materiál s průměrem M8 a větším.
ŽÁROVÉ ZINKOVÁNÍ V POROVNÁNÍ S GALVANICKÝM ZINKOVÁNÍM
| Vlastnost | Žárové zinkování (HDG) | Galvanické zinkování |
|---|---|---|
| Tloušťka povlaku | 40–70 µm | 3–20 µm |
| Ochrana proti korozi | Vynikající pro venkovní a konstrukční aplikace | Dobrá pro vnitřní a méně náročné aplikace |
| Norma | ISO 10684 | ISO 4042 |
| Minimální velikost šroubu | Obvykle od M8 | Bez obecně stanovené minimální velikosti |
| Vzhled | Matně šedý a mírně drsný | Lesklý a hladký |
| Samoregenerační katodická ochrana | Ano — chrání drobné škrábance a odkrytá místa | Omezenější kvůli tenčí vrstvě zinku |
| Uložení závitu | Vyžaduje systém ISO-fit nebo systém HDG s maticemi se zvětšeným vnitřním závitem | Obvykle používá standardní tolerance závitů |
| Relativní náklady | Vyšší | Nižší |
| Typické aplikace | Mosty, venkovní konstrukce a petrochemická zařízení | Elektronika, stroje používané v interiéru a automobilové aplikace |
| Duplexní nátěrový systém | Ano — potenciálně 1,5krát až 2,5krát delší ochrana než součet životnosti obou samostatných systémů | Možný, je však nutné pečlivě posoudit přilnavost a přípravu povrchu |
Podrobné informace o galvanickém zinkování naleznete v našem technickém průvodci Galvanické zinkování a povlaky ze slitin zinku.
Vysoký obsah zinku poskytuje vynikající odolnost proti korozi v běžném venkovním prostředí. Tloušťka povlaku je však výrazně větší než běžná vůle závitu, což představuje problém u spojovacího materiálu se závitem.
Norma ISO 10684 nabízí dvě řešení tohoto problému. Obě řešení vyžadují úpravu rozměrů základního spojovacího materiálu se závitem.
Prvním řešením je systém HDG ISO-fit. Spojovací materiál s vnějším závitem, například šrouby, se před zinkováním vyrábí s větší základní úchylkou, takže je závit mírně tenčí. Po zinkování šroub odpovídá vnitřnímu závitu s běžnou toleranční třídou 6H. Šrouby v tomto systému jsou označeny svou pevnostní třídou a doplňkovým označením „U“.
Druhým řešením je systém HDG s maticemi se zvětšeným vnitřním závitem. Vnitřní závit matic se po zinkování vyřeže o něco větší, aby správně odpovídal pozinkovanému vnějšímu závitu šroubu. Matice v tomto systému jsou označeny svou pevnostní třídou a doplňkovým označením „Z“.
Tyto dva systémy se nikdy nesmějí kombinovat. Kombinace šroubu určeného pro systém s maticí se zvětšeným vnitřním závitem a matice ISO-fit může způsobit problémy při montáži. Kombinace šroubu ISO-fit s maticí se zvětšeným vnitřním závitem může kriticky snížit únosnost závitového spoje.

ÚNOSNOST SPOJOVACÍHO MATERIÁLU SE ZÁVITEM
Obecně platí, že mechanické vlastnosti šroubů podle normy ISO 898-1 a matic podle normy ISO 898-2 nejsou žárovým zinkováním ovlivněny. Norma ISO 10684 však v příloze A stanovuje výjimku pro průměry M8 a M10. U těchto rozměrů se únosnost snižuje přibližně o 20 %. Další podrobnosti naleznete v normě ISO 10684.
U stále běžně používaných matic podle DIN 934 se žárové zinkování provádělo podle již neplatné normy DIN 267-10. To vede ke snížení únosnosti žárově zinkovaného spojovacího materiálu. Únosnost kombinace šroubu a matice s maticemi DIN 934 se snižuje přibližně o 5 % u největšího rozměru M36. Toto snížení se postupně zvyšuje až na přibližně 20 % u nejmenšího rozměru M6. Další konkrétní hodnoty jsou uvedeny v normě DIN 267-10.
Vzhledem k odlišným tolerancím závitu je přípustné, aby se závit šroubu při minimálním mezním tahovém zatížení strhl.
ATMOSFÉRICKÁ KOROZE ŽÁROVĚ ZINKOVANÉ OCELI
Při vystavení povlaku atmosféře se vytváří vrstva korozních produktů označovaná jako zinková patina. Tato vrstva se skládá především z uhličitanu zinečnatého. Protože je téměř nerozpustný, zpomaluje další postup koroze.
Pokud zinkovaná ocel zůstává delší dobu vlhká bez dostatečné cirkulace vzduchu, může se vytvořit bílý objemný korozní produkt zinku, známý jako bílá rez. Ta může být nežádoucí z estetických důvodů nebo v případě, že má být povrch následně natřen. Vzniku bílé rzi lze omezit vhodným skladováním a balením nebo v případě potřeby olejováním či pasivací.
VLIV KLIMATU NA OCHRANU ŽÁROVĚ ZINKOVANÉ OCELI
Doba, po kterou ocel zůstává chráněna proti korozi, je úměrná tloušťce zinkové vrstvy a závisí na klimatických podmínkách. Doba ochrany se obvykle měří od okamžiku vystavení prostředí do chvíle, kdy je koroze základního kovu, označovaná jako červená rez, viditelná na více než 5 % povrchu.
Odolnost proti korozi v různých klimatických podmínkách:
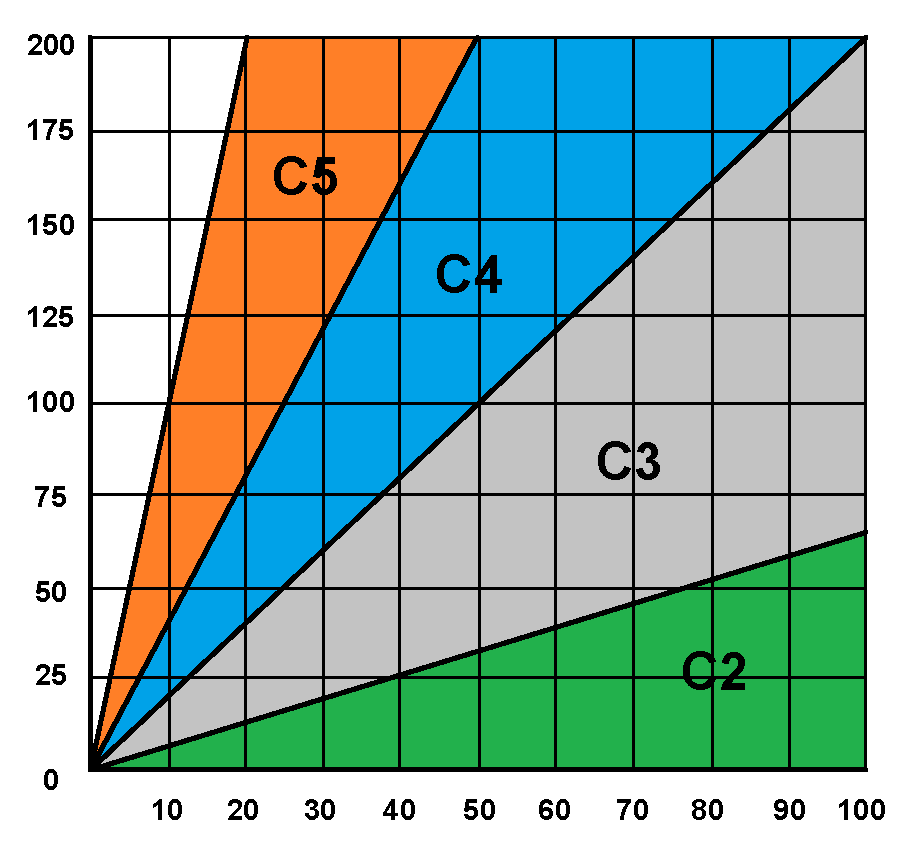
- C2: Kontinentální klima
- C3: Prostředí větších měst
- C4: Mírné průmyslové nebo pobřežní klima
- C5: Agresivní průmyslové klima
Tento graf by měl být používán pouze pro orientační odhady, protože místní vlivy prostředí se mohou výrazně lišit.
SAMOREGENERAČNÍ ÚČINEK ŽÁROVĚ ZINKOVANÉHO SPOJOVACÍHO MATERIÁLU
Pokud dojde k poškrábání nebo poškození zinkového povlaku, okolní zinek pokračuje za běžných atmosférických podmínek v ochraně poškozeného místa.
Protože je zinek méně ušlechtilý než železo nebo ocel, koroduje jako první. Tento obětní účinek chrání podkladovou ocel, dokud není dostupný zinek spotřebován.
V místech, kde jsou mezery v zinkové vrstvě široké přibližně 1,5 až 2 mm, nebo kde má odkrytý povrch velikost až 10 mm2, může ocel zůstat chráněna elektrochemickým procesem nazývaným katodické přemostění. Zinek poskytuje obětní ochranu a na odkryté ploše se postupně vytvářejí zinečnaté soli.
Praktickým příkladem je vnitřní závit žárově zinkované matice, který je vyřezán až po zinkování. Zinková vrstva na závitu odpovídajícího šroubu chrání nepovlakovaný vnitřní závit matice. Další důležitou vlastností katodické ochrany je, že se koroze nešíří pod neporušenou zinkovou vrstvou.
Schematické znázornění katodického přemostění:

NÁTĚRY ŽÁROVĚ ZINKOVANÝCH POVRCHŮ
Duplexní systém kombinuje žárové zinkování s nátěrovým systémem. Je vhodný pro velmi agresivní prostředí, například pobřežní nebo kyselé oblasti, v případech, kdy jsou údržba a opravy obtížné, nebo pokud je vyžadována specifická barva.
Správně aplikovaný duplexní systém může zajistit ochranu, která je 1,5krát až 2,5krát delší než součet životnosti obou systémů použitých samostatně. Důkladné očištění a odmaštění zinkovaného povrchu je nezbytné pro zajištění účinné přilnavosti nátěru.
ČASTO KLADENÉ OTÁZKY O ŽÁROVÉM ZINKOVÁNÍ
Jaká je minimální tloušťka povlaku žárově zinkovaného spojovacího materiálu?
Podle normy ISO 10684 činí minimální místní tloušťka povlaku žárově zinkovaného spojovacího materiálu obvykle 40 µm, přičemž typický rozsah tloušťky je 40 až 70 µm. To je výrazně více než u galvanického zinkování, kde má povlak přibližně 3 až 20 µm. Žárové zinkování proto poskytuje lepší ochranu proti korozi pro venkovní a konstrukční aplikace.
Lze kombinovat šrouby HDG a matice HDG se zvětšeným vnitřním závitem s komponenty ISO-fit?
Ne. Tyto dva systémy HDG se nikdy nesmějí kombinovat. Použití šroubu určeného pro systém s maticí se zvětšeným vnitřním závitem společně s maticí ISO-fit může způsobit problémy při montáži. Použití šroubu ISO-fit s maticí se zvětšeným vnitřním závitem může kriticky snížit únosnost spoje. Vždy ověřte, že šroub a matice pocházejí ze stejného systému HDG. Šrouby ISO-fit jsou označeny písmenem „U“ a matice se zvětšeným vnitřním závitem písmenem „Z“.
Co je bílá rez na zinkovaném spojovacím materiálu?
Bílá rez je bílý práškovitý korozní produkt zinku, který se skládá především z hydroxidů a uhličitanů zinku. Vzniká, když zinkované povrchy zůstávají vlhké bez dostatečné cirkulace vzduchu. Lehká bílá rez je často pouze povrchová, ale dlouhodobá nebo silná tvorba může spotřebovat část zinkového povlaku. Riziko lze snížit vhodným skladováním, balením, olejováním nebo pasivací.
Jak dlouho žárové zinkování chrání ocelový spojovací materiál?
Doba ochrany závisí na tloušťce zinkové vrstvy a okolním prostředí. V mírném kontinentálním klimatu kategorie C2 může povlak HDG o tloušťce 50 µm poskytovat ochranu déle než 50 let. V mírném průmyslovém nebo pobřežním prostředí kategorie C4 lze očekávat přibližně 15 až 25 let. V agresivním průmyslovém prostředí kategorie C5 může ochrana trvat přibližně 8 až 15 let. Místní podmínky mohou tyto odhady výrazně ovlivnit.
Lze žárově zinkovaný spojovací materiál natírat?
Ano. Duplexní systém kombinující žárové zinkování a nátěr může zajistit ochranu, která je 1,5krát až 2,5krát delší než součet životnosti obou systémů použitých samostatně. Pro správnou přilnavost nátěru je nezbytné důkladné očištění a odmaštění zinkovaného povrchu. Duplexní systémy jsou vhodné zejména pro agresivní prostředí nebo aplikace vyžadující určitou barvu.
NAKUPTE ŽÁROVĚ ZINKOVANÝ SPOJOVACÍ MATERIÁL U FABORY
Prohlédněte si nabídku spojovacího a kotevního materiálu Fabory pro aplikace, kde je vyžadována dlouhodobá ochrana proti korozi.