TŰZIHORGANYZÁS
A tűzihorganyzás, más néven hot dip galvanizing vagy HDG, az acél kötőelemek gyakran alkalmazott felületkezelési eljárása. Rendkívül erős és tartós korrózióvédelmet biztosít. A gyártott acélalkatrészek tűzihorganyzását az ISO 1461 szabvány szabályozza, míg a kötőelemekre vonatkozó speciális szabvány az ISO 10684.
Az eljárás viszonylag egyszerű. A kötőelemeket körülbelül 455°C és 480°C közötti normál hőmérsékletű, vagy 530°C és 560°C közötti magasabb hőmérsékletű olvadt cinkfürdőbe merítik. Ezután centrifugálással eltávolítják a felesleges cinket, majd vízben lehűtik őket, hogy a bevonat megszilárduljon.
Az így kialakuló cinkréteg jellemzően 40–70 mikrométer vastagságú. Ez jelentősen vastagabb, mint a galvanikus horganyzással létrehozott, körülbelül 3–20 mikrométeres réteg. Az anyákat ugyanilyen módon kezelik, azzal a különbséggel, hogy a belső menetet csak a horganyzás után vágják ki. Bár így a belső menet nem kap saját cinkbevonatot, a hozzá tartozó csavar katódos védelme segít megóvni a szabaddá vált acélt. A tűzihorganyzás általában M8 vagy annál nagyobb átmérőjű kötőelemekhez alkalmazható.
TŰZIHORGANYZÁS ÉS GALVANIKUS HORGANYZÁS ÖSSZEHASONLÍTÁSA
| Tulajdonság | Tűzihorganyzás (HDG) | Galvanikus horganyzás |
|---|---|---|
| Bevonatvastagság | 40–70 µm | 3–20 µm |
| Korrózióvédelem | Kiváló kültéri és szerkezeti alkalmazásokhoz | Jó beltéri és kis igénybevételű alkalmazásokhoz |
| Szabvány | ISO 10684 | ISO 4042 |
| Minimális csavarméret | Általában M8-tól | Nincs általános minimális méret |
| Megjelenés | Matt szürke és enyhén érdes | Fényes és sima |
| Öngyógyító katódos védelem | Igen — védi a kisebb karcolásokat és a szabaddá vált felületeket | A vékonyabb cinkréteg miatt korlátozottabb |
| Menetilleszkedés | ISO-fit rendszer vagy túlméretes anyákat alkalmazó HDG-rendszer szükséges | Általában szabványos menettűréseket alkalmaz |
| Relatív költség | Magasabb | Alacsonyabb |
| Jellemző alkalmazások | Hidak, kültéri szerkezetek és petrolkémiai létesítmények | Elektronika, beltéri gépek és autóipari alkalmazások |
| Duplex festékrendszer | Igen — a védelem élettartama az egyes rendszerek külön-külön biztosított élettartamának összegénél akár 1,5–2,5-szer hosszabb lehet | Lehetséges, de a tapadást és a felület-előkészítést gondosan mérlegelni kell |
A galvanikus horganyzásról részletes információt a Galvanikus cink- és cinkötvözet-bevonatok című műszaki útmutatónkban talál.
A magas cinktartalom normál kültéri környezetben kiváló korrózióállóságot biztosít. A bevonat vastagsága azonban jelentősen meghaladja a menetben rendelkezésre álló szokásos hézagot, ami kihívást jelent a menetes kötőelemek esetében.
Az ISO 10684 szabvány két megoldást biztosít erre a problémára. Mindkettő a menetes kötőelemek alapméreteinek módosításával jár.
Az első megoldás az ISO-fit HDG-rendszer. A külső menetes kötőelemeket, például a csavarokat, a horganyzás előtt nagyobb alapeltéréssel gyártják, így a menet kissé vékonyabb lesz. Horganyzás után a csavar a normál 6H menettűrési osztályú belső menethez illeszkedik. Az ebbe a rendszerbe tartozó csavarokat a szilárdsági osztályuk mellett egy további „U” jelöléssel látják el.
A második megoldás a túlméretes anyákat alkalmazó HDG-rendszer. Az anyák belső menetét a horganyzás után kissé nagyobbra vágják, hogy megfelelően illeszkedjen a csavar horganyzott külső menetéhez. Az ebbe a rendszerbe tartozó anyákat a szilárdsági osztályuk mellett egy további „Z” jelöléssel látják el.
A két rendszer soha nem keverhető. A túlméretes anyás rendszerhez készült csavar ISO-fit anyával történő használata szerelési problémákat okozhat. Az ISO-fit csavar túlméretes anyával történő használata kritikusan csökkentheti a menetes kötés teherbírását.

MENETES KÖTŐELEMEK TEHERBÍRÁSA
Általánosságban elmondható, hogy az ISO 898-1 szerinti csavarok és az ISO 898-2 szerinti anyák mechanikai tulajdonságait a tűzihorganyzás nem befolyásolja. Az ISO 10684 szabvány A melléklete azonban kivételt határoz meg az M8 és M10 átmérőkre. Ezeknél a méreteknél a teherbírás körülbelül 20%-kal csökken. További részletekért tekintse meg az ISO 10684 szabványt.
A még mindig széles körben alkalmazott DIN 934 szerinti anyák tűzihorganyzását a mára visszavont DIN 267-10 szabvány alapján végezték. Ez a tűzihorganyzott kötőelemek teherbírásának csökkenését eredményezi. A DIN 934 szerinti anyákat alkalmazó csavar-anya kötés teherbírása a legnagyobb, M36-os méretnél körülbelül 5%-kal csökken. Ez az érték fokozatosan körülbelül 20%-ra emelkedik a legkisebb, M6-os méretnél. További konkrét értékek a DIN 267-10 szabványban találhatók.
Az eltérő menettűrések miatt megengedett, hogy a csavarmenet a minimális szakítóterhelés elérésekor leszakadjon.
A TŰZIHORGANYZOTT ACÉL LÉGKÖRI KORRÓZIÓJA
Amikor a bevonatot a légkör hatásának teszik ki, korróziós termékekből álló réteg, úgynevezett cinkpatina alakul ki. Ez a réteg főként cink-karbonátból áll. Mivel a cink-karbonát szinte oldhatatlan, lassítja a további korróziót.
Ha a horganyzott acél hosszabb ideig nedves marad megfelelő légáramlás nélkül, fehér, nagy térfogatú cinkkorróziós termék, úgynevezett fehérrozsda alakulhat ki. Ez esztétikai okokból vagy a felület későbbi festése esetén nem kívánatos lehet. A fehérrozsda kialakulása megfelelő tárolással és csomagolással, illetve szükség esetén olajozással vagy passziválással csökkenthető.
AZ ÉGHAJLAT HATÁSA A TŰZIHORGANYZOTT ACÉL VÉDELMÉRE
Az az időtartam, amely alatt az acél korrózióval szemben védett marad, arányos a cinkréteg vastagságával, és függ az éghajlati körülményektől. A védelmi időt általában a kitettség kezdetétől addig mérik, amíg az alapfém korróziója, az úgynevezett vörösrozsda, a felület több mint 5%-án láthatóvá nem válik.
Korrózióállóság különböző éghajlati körülmények között:
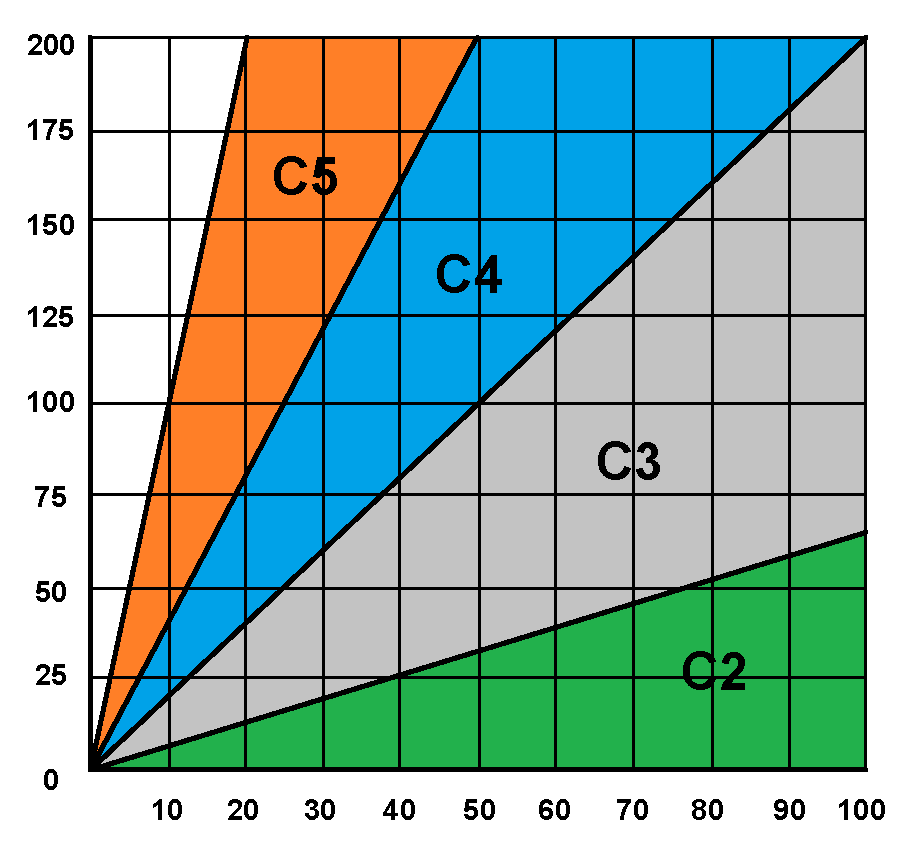
- C2: Kontinentális éghajlat
- C3: Nagyvárosi környezet
- C4: Mérsékelt ipari vagy tengerparti éghajlat
- C5: Agresszív ipari éghajlat
Ez a diagram kizárólag hozzávetőleges becslésekhez használható, mivel a helyi környezeti hatások jelentősen eltérhetnek.
A TŰZIHORGANYZOTT KÖTŐELEMEK ÖNGYÓGYÍTÓ HATÁSA
Ha a cinkbevonat megkarcolódik vagy megsérül, a környező cink normál légköri körülmények között továbbra is védi az érintett területet.
Mivel a cink kevésbé nemes, mint a vas vagy az acél, először a cink korrodál. Ez az áldozati hatás addig védi az alatta lévő acélt, amíg a rendelkezésre álló cink el nem fogy.
Ha a cinkrétegben található megszakítások körülbelül 1,5–2 mm szélesek, vagy a bevonat nélküli felületek legfeljebb 10 mm2 méretűek, az acél egy katódos áthidalásnak nevezett elektrokémiai folyamat révén továbbra is védett maradhat. A cink áldozati védelmet biztosít, miközben a szabaddá vált területen fokozatosan cinksók halmozódnak fel.
Gyakorlati példa erre a tűzihorganyzott anya belső menete, amelyet csak a horganyzás után vágnak ki. A hozzá tartozó csavarmeneten lévő cinkréteg megvédi az anya bevonat nélküli belső menetét. A katódos védelem másik fontos jellemzője, hogy a korrózió nem terjed tovább az ép cinkréteg alatt.
A katódos áthidalás sematikus ábrája:

TŰZIHORGANYZOTT FELÜLETEK FESTÉSE
A duplex rendszer a tűzihorganyzást festékbevonattal kombinálja. Különösen agresszív környezetekben, például tengerparti vagy savas körülmények között alkalmazható, amikor a karbantartás és a javítás nehéz, vagy amikor meghatározott színre van szükség.
A megfelelően kialakított duplex rendszer védelmi időtartama az egyes rendszerek külön-külön biztosított védelmi idejének összegénél akár 1,5–2,5-szer hosszabb lehet. A horganyzott felület megfelelő tisztítása és zsírtalanítása elengedhetetlen a festék hatékony tapadásához.
GYAKRAN ISMÉTELT KÉRDÉSEK A TŰZIHORGANYZÁSRÓL
Mekkora a tűzihorganyzott kötőelemek minimális bevonatvastagsága?
Az ISO 10684 szabvány szerint a tűzihorganyzott kötőelemek minimális helyi bevonatvastagsága általában 40 µm, a jellemző tartomány pedig 40–70 µm. Ez jelentősen vastagabb a galvanikus horganyzás körülbelül 3–20 µm-es rétegénél. Ezért a tűzihorganyzás kiválóbb korrózióvédelmet biztosít kültéri és szerkezeti alkalmazásokban.
Kombinálhatók-e a HDG-csavarok és a túlméretes HDG-anyák ISO-fit alkatrészekkel?
Nem. A két HDG-rendszert soha nem szabad keverni. A túlméretes anyás rendszerhez készült csavar ISO-fit anyával történő használata szerelési problémákat okozhat. Az ISO-fit csavar túlméretes anyával történő alkalmazása kritikusan csökkentheti a kötés teherbírását. Mindig ellenőrizze, hogy a csavar és az anya ugyanahhoz a HDG-rendszerhez tartozik-e. Az ISO-fit csavarokon „U”, a túlméretes anyákon pedig „Z” jelölés található.
Mi a fehérrozsda a horganyzott kötőelemeken?
A fehérrozsda fehér, porszerű cinkkorróziós termék, amely főként cink-hidroxidokból és cink-karbonátokból áll. Akkor alakul ki, amikor a horganyzott felületek megfelelő légáramlás nélkül nedvesek maradnak. Az enyhe fehérrozsda gyakran csak felületi jelenség, a hosszan tartó vagy erős képződés azonban a cinkbevonat egy részét felhasználhatja. A kockázat megfelelő tárolással, csomagolással, olajozással vagy passziválással csökkenthető.
Mennyi ideig védi a tűzihorganyzás az acél kötőelemeket?
A védelem időtartama a cinkréteg vastagságától és a környezeti feltételektől függ. Enyhe, C2 kategóriájú kontinentális éghajlaton egy 50 µm vastag HDG-bevonat több mint 50 évig biztosíthat védelmet. Mérsékelt, C4 kategóriájú ipari vagy tengerparti környezetben körülbelül 15–25 év várható. Agresszív, C5 kategóriájú ipari környezetben a védelem körülbelül 8–15 évig tarthat. A helyi körülmények jelentősen befolyásolhatják ezeket a becsléseket.
Festhetők-e a tűzihorganyzott kötőelemek?
Igen. A tűzihorganyzást és festést kombináló duplex rendszer védelmi időtartama az egyes rendszerek külön-külön biztosított védelmi idejének összegénél akár 1,5–2,5-szer hosszabb lehet. A horganyzott felület megfelelő tisztítása és zsírtalanítása elengedhetetlen a festék tapadásához. A duplex rendszerek különösen alkalmasak agresszív környezetekhez vagy meghatározott színt igénylő alkalmazásokhoz.
VÁSÁROLJON TŰZIHORGANYZOTT KÖTŐELEMEKET A FABORYNÁL
Fedezze fel a Fabory kötőelem- és rögzítéstechnikai kínálatát olyan alkalmazásokhoz, amelyek tartós korrózióvédelmet igényelnek.