GALVANISATION À CHAUD
La galvanisation à chaud, également appelée hot dip galvanizing ou HDG, est un traitement de surface courant pour les éléments de fixation en acier. Elle offre une protection très solide et durable contre la corrosion. La galvanisation à chaud des produits en acier fabriqués est normalisée par l’ISO 1461, tandis que la norme spécifique applicable aux éléments de fixation est l’ISO 10684.
Le procédé est relativement simple. Les éléments de fixation sont immergés dans un bain de zinc en fusion à des températures normales d’environ 455°C à 480°C, ou à des températures plus élevées comprises entre 530°C et 560°C. Ils sont ensuite centrifugés afin d’éliminer l’excès de zinc, puis refroidis dans l’eau pour solidifier le revêtement.
La couche de zinc obtenue présente généralement une épaisseur de 40 à 70 microns. Elle est nettement plus épaisse que celle obtenue par zingage électrolytique, qui mesure environ 3 à 20 microns. Les écrous sont traités de la même manière, à la différence que leur filetage intérieur est taraudé après la galvanisation. Bien que le filetage intérieur ne soit donc pas recouvert de zinc, la protection cathodique assurée par la vis ou le boulon correspondant contribue à protéger l’acier exposé. La galvanisation à chaud est généralement considérée comme adaptée aux éléments de fixation de diamètre M8 ou supérieur.
GALVANISATION À CHAUD OU ZINGAGE ÉLECTROLYTIQUE
| Propriété | Galvanisation à chaud (HDG) | Zingage électrolytique |
|---|---|---|
| Épaisseur du revêtement | 40–70 µm | 3–20 µm |
| Protection contre la corrosion | Excellente pour les applications extérieures et structurelles | Bonne pour les applications intérieures et faiblement sollicitées |
| Norme | ISO 10684 | ISO 4042 |
| Diamètre minimal des boulons | Généralement M8 | Aucun diamètre minimal général |
| Aspect | Gris mat et légèrement rugueux | Brillant et lisse |
| Protection cathodique autoréparatrice | Oui — protège les petites rayures et les zones exposées | Plus limitée en raison de la couche de zinc plus fine |
| Ajustement du filetage | Nécessite un système HDG ISO-fit ou un système avec écrous surdimensionnés | Utilise généralement les tolérances de filetage standard |
| Coût relatif | Plus élevé | Plus faible |
| Applications typiques | Ponts, structures extérieures et installations pétrochimiques | Électronique, machines intérieures et applications automobiles |
| Système duplex avec peinture | Oui — durée de protection potentiellement 1,5 à 2,5 fois supérieure à la somme des deux systèmes | Possible, mais l’adhérence et la préparation de la surface doivent être soigneusement évaluées |
Pour obtenir des informations détaillées sur le zingage électrolytique, consultez notre guide technique consacré au zingage électrolytique et aux revêtements en alliage de zinc.
La forte teneur en zinc offre une excellente résistance à la corrosion dans les environnements extérieurs normaux. Toutefois, l’épaisseur du revêtement est nettement supérieure au jeu normalement disponible dans le filetage, ce qui constitue un défi pour les éléments de fixation filetés.
Pour résoudre ce problème, l’ISO 10684 prévoit deux solutions. Dans les deux cas, les dimensions de base des éléments de fixation filetés sont modifiées.
La première solution est le système HDG ISO-fit. Les éléments de fixation à filetage extérieur, tels que les boulons, sont fabriqués avant galvanisation avec un écart fondamental plus important, ce qui rend le filetage légèrement plus fin. Après galvanisation, le boulon s’adapte à un filetage intérieur de classe de tolérance normale 6H. Les boulons appartenant à ce système portent leur classe de qualité ainsi qu’un marquage supplémentaire « U ».
La seconde solution est le système HDG avec écrous surdimensionnés. Le filetage intérieur des écrous est taraudé à un diamètre légèrement supérieur après galvanisation afin qu’il s’adapte correctement au filetage extérieur galvanisé du boulon. Les écrous appartenant à ce système portent leur classe de qualité ainsi qu’un marquage supplémentaire « Z ».
Les deux systèmes ne doivent jamais être mélangés. L’association d’un boulon destiné au système avec écrou surdimensionné et d’un écrou ISO-fit peut provoquer des problèmes de montage. L’association d’un boulon ISO-fit et d’un écrou surdimensionné peut réduire de manière critique la capacité de charge de l’assemblage fileté.

CAPACITÉ DE CHARGE DES ÉLÉMENTS DE FIXATION FILETÉS
En règle générale, les propriétés mécaniques des boulons conformes à l’ISO 898-1 et des écrous conformes à l’ISO 898-2 ne sont pas affectées par la galvanisation à chaud. L’annexe A de l’ISO 10684 prévoit toutefois une exception pour les diamètres M8 et M10. Pour ces dimensions, la capacité de charge est réduite d’environ 20 %. Consultez l’ISO 10684 pour obtenir davantage de précisions.
Pour les écrous DIN 934 encore largement utilisés, la galvanisation à chaud était réalisée conformément à la norme DIN 267-10, désormais obsolète. Cette méthode entraîne une réduction de la capacité de charge des éléments de fixation galvanisés à chaud. La capacité de charge d’un assemblage boulon-écrou utilisant des écrous DIN 934 est réduite d’environ 5 % pour la dimension la plus élevée, M36. Cette réduction augmente progressivement jusqu’à environ 20 % pour la plus petite dimension, M6. D’autres valeurs spécifiques figurent dans la norme DIN 267-10.
En raison de l’écart entre les tolérances de filetage, il est admis que le filetage du boulon puisse s’arracher à la charge de rupture minimale.
CORROSION ATMOSPHÉRIQUE DE L’ACIER GALVANISÉ À CHAUD
Lorsque le revêtement est exposé à l’atmosphère, une couche de produits de corrosion appelée patine de zinc se forme. Cette couche se compose principalement de carbonate de zinc. Celui-ci étant presque insoluble, il ralentit la poursuite de la corrosion.
Lorsque l’acier galvanisé reste humide pendant une période prolongée sans circulation d’air suffisante, un produit de corrosion du zinc blanc et volumineux, appelé rouille blanche, peut se former. Ce phénomène peut être indésirable pour des raisons esthétiques ou lorsque la surface doit être peinte. La formation de rouille blanche peut être réduite grâce à un stockage et un emballage appropriés ou, si nécessaire, par huilage ou passivation.
INFLUENCE DU CLIMAT SUR LA PROTECTION DE L’ACIER GALVANISÉ À CHAUD
La durée pendant laquelle l’acier reste protégé contre la corrosion est proportionnelle à l’épaisseur de la couche de zinc et dépend des conditions climatiques. La durée de protection est généralement mesurée à partir de l’exposition jusqu’au moment où la corrosion du métal de base, appelée rouille rouge, devient visible sur plus de 5 % de la surface.
Résistance à la corrosion selon les conditions climatiques :
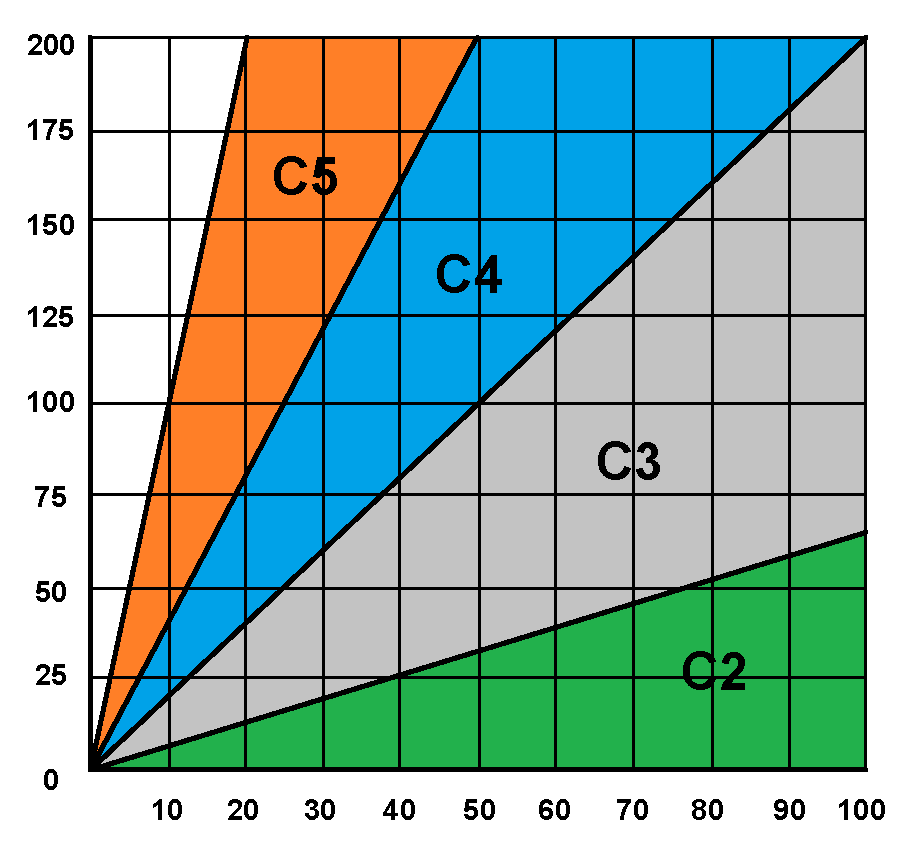
- C2 : Climat continental
- C3 : Environnements de grandes agglomérations
- C4 : Climat industriel modéré ou climat côtier
- C5 : Climat industriel agressif
Ce graphique doit uniquement être utilisé pour réaliser des estimations générales, car les influences environnementales locales peuvent varier considérablement.
EFFET AUTORÉPARATEUR DES ÉLÉMENTS DE FIXATION GALVANISÉS À CHAUD
Lorsque le revêtement de zinc est rayé ou endommagé, le zinc environnant continue de protéger la zone concernée dans des conditions atmosphériques normales.
Le zinc étant moins noble que le fer ou l’acier, il se corrode en premier. Cette action sacrificielle protège l’acier sous-jacent jusqu’à ce que le zinc disponible soit consommé.
Lorsque les interruptions de la couche de zinc mesurent environ 1,5 à 2 mm de largeur, ou lorsque les surfaces non revêtues atteignent jusqu’à 10 mm2, l’acier peut rester protégé grâce à un processus électrochimique appelé pontage cathodique. Le zinc assure une protection sacrificielle, tandis que des sels de zinc s’accumulent progressivement sur la zone exposée.
Le filetage intérieur d’un écrou galvanisé à chaud, taraudé après la galvanisation, en constitue un exemple pratique. La couche de zinc présente sur le filetage du boulon correspondant protège le filetage intérieur non revêtu de l’écrou. Une autre caractéristique importante de la protection cathodique est que la corrosion ne se propage pas sous une couche de zinc intacte.
Représentation schématique du pontage cathodique :

MISE EN PEINTURE DES SURFACES GALVANISÉES À CHAUD
Un système duplex associe la galvanisation à chaud à un revêtement de peinture. Il convient aux environnements très agressifs, tels que les zones côtières ou les milieux acides, lorsque l’entretien et les réparations sont difficiles, ou lorsqu’une couleur particulière est requise.
Un système duplex correctement appliqué peut offrir une durée de protection 1,5 à 2,5 fois supérieure à la somme des durées de protection des deux systèmes utilisés séparément. Un nettoyage et un dégraissage appropriés de la surface galvanisée sont indispensables pour assurer une bonne adhérence de la peinture.
QUESTIONS FRÉQUENTES SUR LA GALVANISATION À CHAUD
Quelle est l’épaisseur minimale du revêtement des éléments de fixation galvanisés à chaud ?
Selon l’ISO 10684, l’épaisseur locale minimale du revêtement des éléments de fixation galvanisés à chaud est généralement de 40 µm, pour une épaisseur typique comprise entre 40 et 70 µm. Cette couche est nettement plus épaisse qu’un revêtement de zinc électrolytique d’environ 3 à 20 µm. C’est pourquoi la galvanisation à chaud offre une meilleure protection contre la corrosion pour les applications extérieures et structurelles.
Les boulons HDG et les écrous HDG surdimensionnés peuvent-ils être associés à des composants ISO-fit ?
Non. Les deux systèmes HDG ne doivent jamais être mélangés. L’utilisation d’un boulon destiné au système avec écrou surdimensionné avec un écrou ISO-fit peut provoquer des problèmes de montage. L’utilisation d’un boulon ISO-fit avec un écrou surdimensionné peut réduire de manière critique la capacité de charge de l’assemblage. Vérifiez toujours que le boulon et l’écrou appartiennent au même système HDG. Recherchez le marquage « U » sur les boulons ISO-fit et le marquage « Z » sur les écrous surdimensionnés.
Qu’est-ce que la rouille blanche sur les éléments de fixation galvanisés ?
La rouille blanche est un produit de corrosion du zinc blanc et poudreux, principalement composé d’hydroxydes et de carbonates de zinc. Elle se forme lorsque les surfaces galvanisées restent humides sans circulation d’air suffisante. Une légère rouille blanche est souvent superficielle, mais une formation prolongée ou importante peut consommer une partie du revêtement de zinc. Le risque peut être réduit grâce à un stockage et un emballage adaptés, ainsi que par huilage ou passivation.
Combien de temps la galvanisation à chaud protège-t-elle les éléments de fixation en acier ?
La durée de protection dépend de l’épaisseur de la couche de zinc et de l’environnement. Dans un climat continental doux de catégorie C2, un revêtement HDG de 50 µm peut assurer une protection pendant plus de 50 ans. Dans un climat industriel modéré ou côtier de catégorie C4, une durée de protection d’environ 15 à 25 ans peut être attendue. Dans un climat industriel agressif de catégorie C5, la protection peut durer environ 8 à 15 ans. Les conditions locales peuvent influencer considérablement ces estimations.
Les éléments de fixation galvanisés à chaud peuvent-ils être peints ?
Oui. Un système duplex associant la galvanisation à chaud et la peinture peut offrir une durée de protection 1,5 à 2,5 fois supérieure à la somme des durées de protection des deux systèmes utilisés séparément. Un nettoyage et un dégraissage appropriés de la surface galvanisée sont indispensables pour assurer l’adhérence de la peinture. Les systèmes duplex sont particulièrement adaptés aux environnements agressifs ou aux applications nécessitant une couleur spécifique.
ACHETEZ VOS ÉLÉMENTS DE FIXATION GALVANISÉS À CHAUD CHEZ FABORY
Découvrez la gamme Fabory d’éléments de fixation et de produits d’ancrage destinés aux applications nécessitant une protection durable contre la corrosion.